अलिकडच्या काळात पृष्ठभागावरील उपचारांच्या एका उदाहरणाबद्दल बोला.
आम्हाला डिझाइन करण्याची जबाबदारी सोपवण्यात आली आहे आणि आम्ही एक नवीन डिझाइन अँकर मॅग्नेट बनवला आहे. बोट आणि उपकरणे दुरुस्त करण्यासाठी बंदरात चुंबक वापरला जातो.
कस्टम उत्पादनाचा आकार आणि पुल फोर्सची आवश्यकता देते.
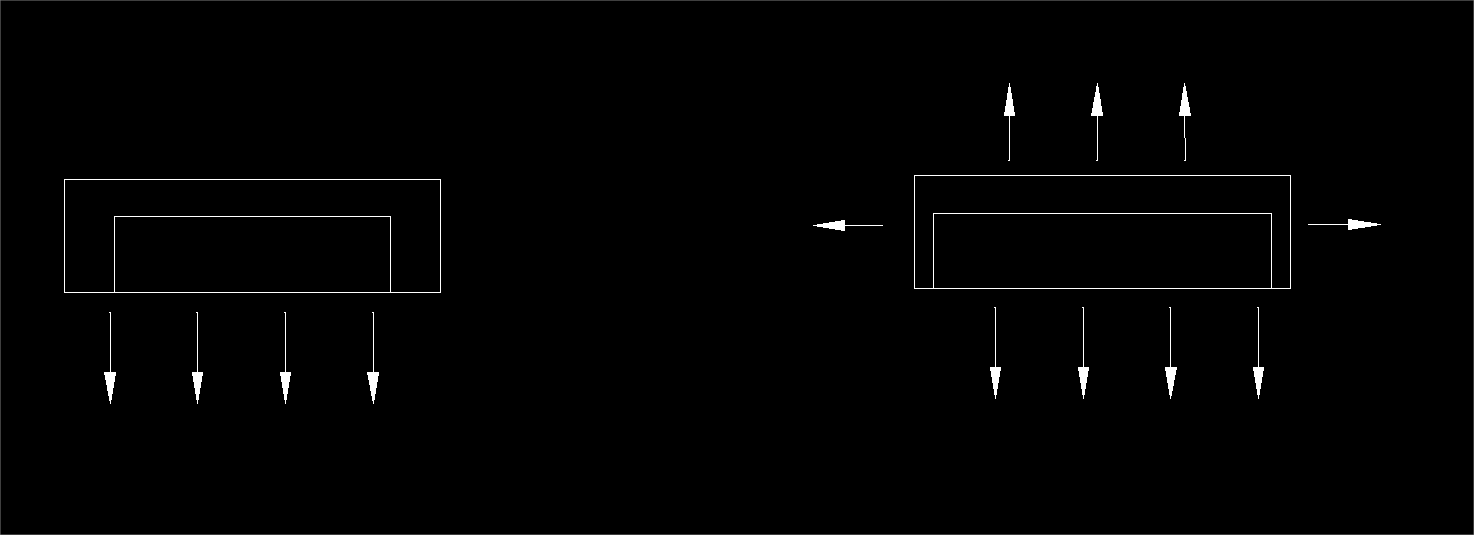
प्रथम, आपण अँकरच्या चुंबकाचा आकार निश्चित करतो. पुल फोर्ससाठी एक महत्त्वाची गोष्ट म्हणजे तुमच्याकडे शेलची जाडी पुरेशी असणे आवश्यक आहे अन्यथा मॅजेंटी पॉवर शेलच्या इतर बाजूंपासून वेगळी होईल, त्याऐवजी आपल्याला हवी असलेली सर्व पॉवर त्यात टाकावी लागेल. खालील चित्रात दाखवल्याप्रमाणे, या दोन्ही चुंबकीय पॉटचा आकार समान आहे, परंतु उजव्या पॉटमध्ये मोठा चुंबक आहे. उजव्या पॉटमध्ये चांगली चुंबकीय पॉवर असेल का? निश्चितपणे नाही. कारण पॉवरचा काही भाग इतर बाजूंमधून जातो ज्यामुळे त्याची पॉवर हवी असते. डाव्या पॉटमध्ये चांगले आयसोलेशन असते, तर सर्व चुंबकीय पॉवर एका बाजूला फोकस असते ज्यामुळे पुल फोर्स सर्वात जास्त असतो.
चला अँकर मॅग्नेटकडे परत येऊया, आम्ही मॅग्नेट डिस्क तळाशी ठेवून एक मॉड्यूल बनवला आणि त्याची शक्ती तपासली. ते दाखवते की ते १००० किलोपेक्षा जास्त शक्ती प्रदान करू शकते.

ग्राहकाला खूप आनंद आहे की आम्ही नमुना लवकर बनवला आणि जास्त चुंबकीय शक्ती वाया घालवली नाही, तर त्यांना त्याचे आयुष्य वाढवायचे आहे. त्यांना मीठ स्प्रे चाचणीचा निकाल ३०० तासांपेक्षा जास्त हवा आहे.
चुंबकाच्या पृष्ठभागावरील सध्याच्या उपचारांमध्ये Ni, ग्रेड 5 इलेक्ट्रोप्लेटिंगचा लेप असतो. तरीही, सर्वोत्तम परिणाम म्हणजे तो सुमारे 150 तास गंज ठेवू शकत नाही.
हे करण्याचा एक मार्ग म्हणजे Ni क्लॅडिंग झाकण्यासाठी रबराचा लेप लावणे. रबर हे एक चांगले आयनीकरण साहित्य आहे, जे पाण्याचे आणि आयनीकृत अणूंचे वाहतूक कमी करू शकते, तसेच घर्षण प्रतिरोधकतेमध्ये देखील चांगले आहे.
तथापि, क्लॅडिंगला जाडी असते! विशेषतः रबरसाठी. रबरची जाडी ०.२~०.३ मिमी असते, तर तुटलेली शक्ती ७०० किलोपेक्षा कमी होते.
त्या जाडीमुळे कामगिरी खूप वेगळी होते, जर आपल्याला ते समान खेचण्याचे बल ठेवायचे असेल तर आपल्याला चुंबकाचा आणि कवचाचा आकार जोडावा लागेल. त्यामुळे खूप खर्च वाढेल. जीवनचक्र आणि संपूर्ण खर्च विचारात घ्या. अर्थात, हा सर्वोत्तम पर्याय नाही.
दुसरा मार्ग म्हणजे चुंबकाशी जोडण्यासाठी अॅनोब रॉब जोडणे, आपण ते बलिदानात्मक अॅनोडद्वारे संरक्षित करू शकतो. तथापि, अॅनोड स्टिकच्या जागेसाठी शेलमध्ये एक छिद्र पाडावे लागते, ज्यासाठी नवीन साचा आवश्यक असतो. म्हणून, हा एक संभाव्य पर्याय आहे.
तसेच, कवचालाही गंजण्याची समस्या आहे. आम्ही कवचावर रंग फवारण्याचा निर्णय घेतला. परंतु रबर लेपित केल्याप्रमाणे स्प्रेची जाडी देखील असते. चाचणीनुसार, रंग अँकरच्या ओढण्याच्या शक्तीच्या १५% कमी करतो.
म्हणून आम्ही शेवटी Cr द्वारे कोटिंग करण्याचा निर्णय घेतला, ज्यामुळे कवचाचे संरक्षण होऊ शकेल आणि चुंबकाला कवचापासून कमीत कमी अंतर ठेवता येईल जेणेकरून चुंबकीय शक्ती जास्त कमी होणार नाही.
म्हणून, इलेक्ट्रोप्लेटिंगच्या गंज प्रतिकारशक्ती आणि चुंबकीय ओढण्याच्या शक्तीमधील संतुलनासाठी, आपल्याला उत्पादनाचे आयुष्य आणि किंमत लक्षात घेऊन सर्वोत्तम मार्ग शोधण्याची आवश्यकता आहे.
पोस्ट वेळ: ऑगस्ट-२४-२०२४